
 отправка...
отправка...Секреты немецкого сервиса
Прежде всего, хотелось бы подчеркнуть название «рабочая группа», поскольку эта поездка стала не развлечением, не простой экскурсией, а подробным знакомством с системой менеджмента качества, с методами продления жизненного цикла контрольно-измерительного оборудования и организации его технического обслуживания (ремонт, настройка, регулировка, калибровка).
Примерно в 15 км от Штутгарта, в городе под названием Беблинген расположился большой технопарк, где среди производственных мощностей всемирно известных брендов нашел свое место и сервисный центр Agilent, в котором мы и провели несколько рабочих дней.

Рис. 1. Участники рабочей группы
После знакомства с руководством и персоналом было запланировано несколько важных мероприятий. Одно из них — посещение отделения ремонта оборудования, и в первый день нашего визита нам показывали, как принимают и регистрируют прибор, как он поступает в зоны первичного контроля и ремонта. Словом, мы наблюдали все этапы, начиная с получения коробки от клиента и заканчивая подготовкой выполненного заказа к отправлению. Очень большое впечатление произвела степень автоматизации всех процессов. Благодаря использованию штрих-кодов и автоматических считывателей, мимо которых прибор достаточно просто пронести, все действия персонала регистрируются, а результаты тут же поступают в базу данных. Всегда можно отследить судьбу заказа и узнать, в чьих руках он сейчас находится и что с ним происходит.
В первую очередь столь основательная автоматизация помогает оптимизировать подсчет эффективности. Каждый этап нормирован как по времени, так и по качеству выполнения работ. С помощью автоматического контроля проще оценить ключевые показатели эффективности: сначала отдельного сотрудника, потом сектора, в состав которого он входит, а затем и всего сервисного центра. На входе в сервисный центр расположен огромный монитор, где постоянно отображается стратегическая информация о том, какое количество приборов и в какие подразделения поступило, на какой стадии находится работа с каждым из них. Благодаря такому перманентному мониторингу у менеджмента всегда имеется возможность для оперативного реагирования. Например, определенный отдел способен обслужить какое-то рассчитанное количество приборов, и если нагрузка на отдел превышает норму, монитор в буквальном смысле включает красный цвет. Это сигнал руководству для вмешательства: можно перенаправить поток приборов, можно предоставить дополнительных сотрудников. Важно, что контроль над процессами происходит ежесекундно. Автор нигде ранее подобных систем не видел. И нам, и нашим заказчикам было интересно с ними познакомиться. Причем у нас была возможность на конкретном примере убедиться в эффективности такого подхода. Именно в первый день визита мы видели те самые красные сигналы на мониторе: какое-то отделение было завалено работой. Им предоставили вторую смену, и на следующий день мы уже наблюдали зеленые сигналы. Потребовался один вечер, чтобы перевести процесс в нормальное русло.
Второй важный момент, с которым мы познакомились, — калибровка, при которой проводится контроль качества измерения прибора (рис. 2). Agilent Technologies, как ведущая мировая компания по точным измерениям, чрезвычайно трепетно относится к тому, чтобы ее приборы максимально точно выполняли свои задачи. Необходимое условие для этого — регулярная плановая калибровка. В сервисном центре Agilent выполняется как заказная коммерческая калибровка, так и обязательная калибровка после ремонта. Для этого используется мощнейшее программное обеспечение. Каждая калибровка обязательно сопровождается объемным и подробным протоколом. Все протоколы хранятся в единой базе данных, и по сети заказчик всегда может с ними ознакомиться и впоследствии высчитать для себя погрешность измерений их приборов.
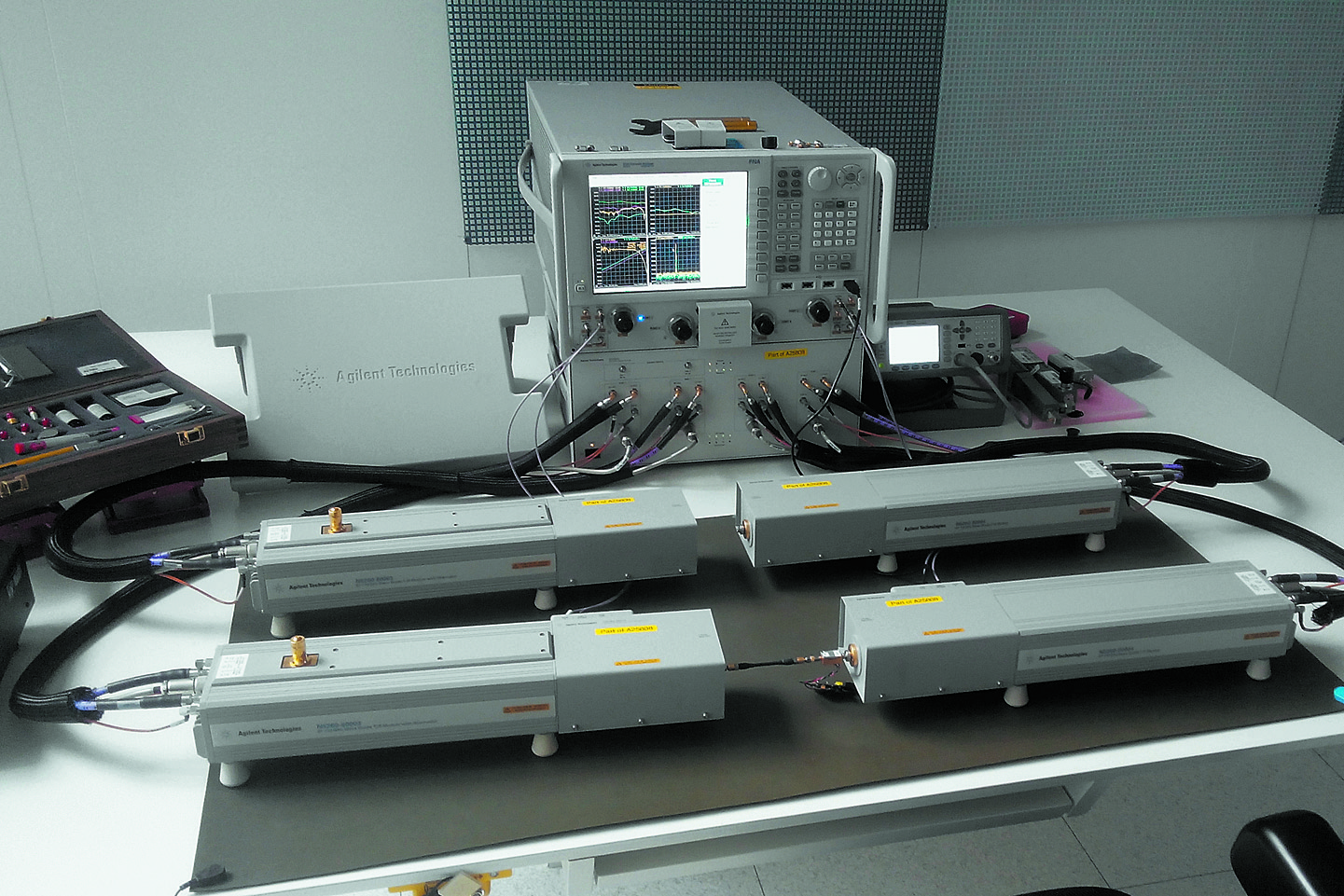
Рис. 2. Система измерения S параметров в диапазоне до 110 ГГц
Надо отметить, что Agilent проводит калибровку двух типов. Первый вариант, так называемая «Аджилент-калибровка», делается в соответствии с внутренними правилами и регламентами компании Agilent. Процедуры калибровки утверждают разработчики приборов, тем самым гарантируя, что каждый параметр будет проверен и откалиброван. Второй вариант под названием «Международная калибровка» осуществляется по правилам различных вышестоящих международных метрологических центров, например NIST. Тип калибровки определяет заказчик услуги. Здесь мы проявили особенно большой интерес. Дело в том, что сейчас в России действует стандарт менеджмента системы качества ISO 17025 (его европейский аналог существует с 2005 года), который в том числе регламентирует прослеживаемость эталонов. По этому стандарту мы всегда должны знать, каким прибором откалиброван наш прибор, далее — каким прибором был откалиброван тот прибор, который калибровал наш, и так далее, по цепочке до принятых национальных стандартов. Поскольку у нас на многих предприятиях записи ведутся по старинке, в журнале под роспись, заказчикам была особенно интересна автоматизация процесса, составление протоколов. Нам выдали протокол калибровки прибора по британскому метрологическому стандарту, в котором ясно отражалась прослеживаемость эталонов до британских национальных стандартов (рис. 3). То есть у приборов, участвующих в калибровке, в качестве рабочих эталонов были указаны номера протоколов калибровки данных рабочих эталонов уже в вышестоящих метрологических институтах. И все эти протоколы калибровки, доступные в онлайн-системе, заказчик мог легко получить и ссылаться на них (рис. 4).

Рис. 3. Оглавление протокола калибровки, аккредитованной UKAS

Рис. 4. Фрагмент протокола калибровки (желтым цветом отмечены номера сертификата UKOS, доступного в он-лайн режиме; по номеру пользователь может отследить, кем, каким прибором и когда были откалиброваны «опорные эталоны»)
При этом не следует думать, будто фактор человеческих отношений на западных предприятиях нивелирован. Просто там он находится в несколько иной плоскости. Например, все дни нашего визита генеральный директор сервисного центра не отходил от нас ни на шаг, он даже обедал с нами и отключил свой мобильный телефон, чтобы не отвлекаться на другие вопросы. Потом мы задали ему вопрос на эту тему, высказали удивление: «У нас так не очень принято, у нас директор всегда занят». Знаете, что он ответил? «Коллеги, вы наши заказчики, и мои отношения с вами — это ресурс, влияющий на удовлетворенность нашей работой, а значит, это один из элементов системы качества». Данный подход для них принципиален, и позже объясним почему. В таких правилах нет исключений. В том числе для директоров.
Завершался первый день посещением производства оптических приборов, которым сам Agilent очень гордится. Это не обычное массовое производство, оно занимается ограниченными партиями, что и было для нас особенно интересно. Это высокоточные прецизионные оптические приборы, которые почти не востребованы нашей промышленностью, в отличие от Европы, где на них есть устойчивый спрос.
Во второй день у нас начались практические занятия. Нам предоставили возможность поучаствовать в калибровке прецизионного вольтметра 3458А. И это уже точно выходило за рамки обычной экскурсии, мы становились участниками процесса. Нас одели в антистатическую одежду и запустили в «комнату эталонов», в которой непрерывно мониторятся климатические показатели, поддерживается постоянная температура и уровень влажности. На наших глазах достали новый прибор, поступивший на калибровку, показали, как он устанавливается, помогли с запуском программного обеспечения, продемонстрировали тесты и составляемые протоколы калибровки. Все это не могло не произвести впечатления. Ведь на отечественных предприятиях подобные операции по-прежнему осуществляются вручную и по времени занимают полтора-два дня. Здесь же вся процедура заняла четыре часа. Интерес подогревал и тот факт, что все показанное в Германии (и оборудование, и организация процесса) вскоре должно появиться в России, в московском сервисном центре.
Кроме практики, мы много общались, обсуждали актуальные темы. В частности, очень интересен был рассказ специалистов Agilent о том, как у них вводилась существующая система эффективности. Все начиналось с опроса заказчиков, определения среднего балла удовлетворенности. Долгие годы этот балл колебался в пределах 7–7,5 из 10. Семь лет назад руководство компании поставило задачу поднять оценку до восьми. Казалось бы, разница всего в один балл, но Agilent понадобились огромные инвестиции и несколько лет, чтобы перевалить за цифру восемь. Причем одной из основных причин таких трудностей стало то, что при отличном качестве продуктов Agilent Technologies были нарекания к исполнению сервисных услуг. И только благодаря введению нормативов на выполнение заказов, автоматической системе контроля за нормативами и прочим мероприятиям, влияющим на скорость и эффективность, удалось переломить ситуацию.
Разумеется, деловые обсуждения с принимающей стороной дополнялись и неформальным общением. Так сложилось, что поездка совпала с чемпионатом мира по футболу, и вечером у нас была возможность убедиться, как сумасшедшие немцы умеют болеть.
В третий день была организована экскурсия на сборочное производство завода компании Mercedes-Benz (рис. 5), расположенное по соседству с Agilent Technologies. Здесь мы больше удовлетворяли любопытство, но опять же была возможность подробно узнать об организации менеджмента качества и, главное, убедиться, что их система имеет очень много общего с системой Agilent: та же повсеместная автоматизация, та же непрекращающаяся регистрация процессов и контроль.

Рис. 5. В заводском музее Mersedes-Benz
Кроме того, нам продемонстрировали ноу-хау от Agilent Technologies — Voscal out (Mobile Calibration Laboratory). Это передвижная лаборатория калибровки приборов (рис. 6). Если мы у себя привыкли, что прибор для калибровки нужно куда-то транспортировать, то здесь лаборатория сама едет к вам, паркуется рядом с вашим офисом или заводом и приступает к делу. И такой подход пользуется спросом (например, мы застали на месте только одну лабораторию из трех). Пригнать лабораторию, конечно, стоит дороже, но многие предприятия, связанные с серийным производством, идут на это, потому что не могут себе позволить отправить приборы в сервисный центр и из-за этого на неделю или больше остановить конвейер.

Рис. 6. Voscal — перемещаемая калибровочная лаборатория (а) и вид ее внутри (б)
Нам, глядя на это, осталось только повздыхать и позавидовать. Дело в том, что наше метрологическое законодательство очень консервативно по отношению к подобным новшествам. При аккредитации поверочной лаборатории требуется указывать четкий адрес, и аккредитуются в конечном итоге конкретные помещения. Говоря буквально, мы гарантируем, что данная комната с данными приборами соответствует всем требованиям. Принципиальное отличие западного подхода в том, что у них сертифицируются в первую очередь система качества, процедуры и их соответствие стандартам. То есть Agilent Technologies гарантирует, что все процессы в компании пройдут одинаково, независимо от того, в какой стране, в стационарном помещении или передвижной лаборатории они производятся. Можно подискутировать насчет того, какой подход надежней, но то, что западный вариант удобней, оперативней, мобильней, оспорить сложно. Кстати, еще незначительный, но занятный момент: у нас разница даже в терминологии. В официальной терминологии не существует слова «калибровка», есть только «поверка».
Резюмируя свой рассказ, хочется отметить, что один из наиболее важных поводов для размышлений всех участников поездки — построение системы качества и подход к ней, оценка эффективности сотрудников, переход на автоматическое управление. Всем понятно, что за этим будущее любого инновационного производства, и, значит, к этому нужно стремиться.
Эта была не последняя наша поездка. Заказчики оценили ее как крайне важную, нужную и полезную, и мы уже планируем очередной визит. Будем приглашать новых участников, будем расширять программу. Приоритеты будут направлены на еще более подробное рассмотрение вопросов качества и оценки эффективности.
 26 января, 2021
26 января, 2021 10 марта, 2011
10 марта, 2011